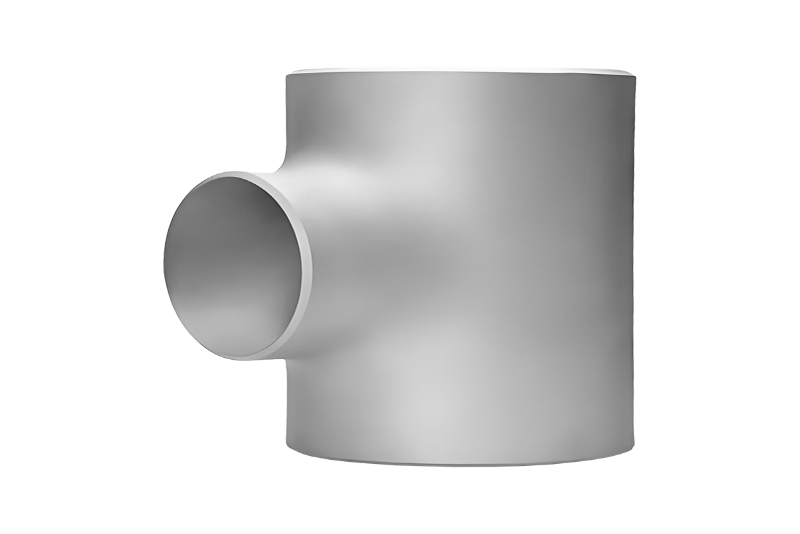
Materialval för stumsvetsbeslag Att välja rätt material är det första steget i valet...
Vilka är de olika flänstyperna som används i rörsystem?

Flänsar är bland de mest grundläggande komponenterna i alla rörsystem, och tillhandahåller de mekaniska skarvarna som förbinder rör, ventiler, pumpar och utrustning på ett sätt som är både strukturellt säkert och – kritiskt – borttagbart för inspektion, underhåll eller modifiering. Inom industrier som sträcker sig från olja och gas och petrokemikalier till vattenrening, läkemedel och kraftgenerering är det korrekta valet av flänstyp, tryckklass, beläggning och material lika viktigt som själva rörspecifikationen. En fläns som inte matchar eller är felaktigt klassad är en potentiell läckagepunkt, ett bristande efterlevnad av bestämmelser och vid högtrycks- eller högtemperaturservice är det en allvarlig säkerhetsrisk. Den här artikeln täcker de huvudsakliga flänstyperna som används i rörsystem, deras tekniska egenskaper, tillämpliga standarder och de praktiska kriterierna som vägleder korrekt val av fläns.
Vad är en rörfläns och varför spelar typval någon roll?
A rörfläns är en skiva, ring eller krage smidd, gjuten eller bearbetad av metall som är fäst vid en rörände, ventilkropp eller utrustningsmunstycke och bultad till en passande fläns för att bilda en trycktät skarv. Förbandet tätas med en packning som komprimeras mellan de två flänsytorna av bultarnas klämkraft. Flänsen överför mekaniska belastningar mellan anslutna element - inklusive inre tryck, termiska expansionskrafter, viktbelastningar och vibrationer - samtidigt som den tillåter att fogen kan demonteras utan skärning eller svetsning.
Valet av flänstyp är viktigt eftersom olika typer är lämpade för fundamentalt olika anslutningsmetoder, tryck- och temperaturförhållanden, rörväggtjocklekar och enkel installation och demontering. Att använda en slip-on-fläns i en högtrycksångledning, eller en muffsvetsfläns på ett rör med stor borrning, skapar oöverensstämmelse mellan flänsens strukturella förmåga och de krav som ställs på den. De styrande standarderna – oftast ASME B16.5, ASME B16.47, EN 1092-1 och API 6A – definierar dimensions-, tryckklass- och materialkrav för varje flänstyp, och efterlevnad av dessa standarder är obligatoriskt i de flesta reglerade industrier.
De huvudsakliga flänstyperna som används i rörledningar
Varje flänstyp har en distinkt metod för att fästa på röret och en specifik uppsättning strukturella egenskaper. De sju typerna som beskrivs nedan täcker de allra flesta flänsförband som förekommer i industriella och kommersiella rörsystem.
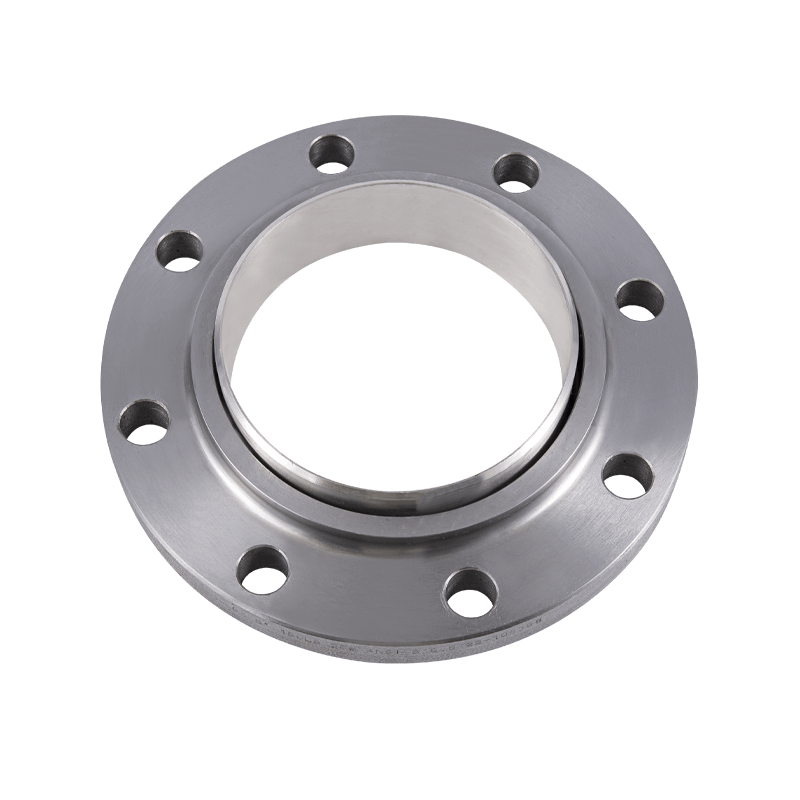
Svetshalsfläns
Svetshalsflänsen är den mest strukturellt robusta och brett specificerade flänstypen för högtrycks-, högtemperatur- och cykliska serviceapplikationer. Den har ett långt, avsmalnande nav som gradvis övergår från flänskroppen till rörets väggtjocklek, vilket fördelar spänningen jämnt och minimerar spänningskoncentrationen vid svetsfogen. Flänsen är fäst vid röret med en stumsvets med full penetration, vilket ger den starkaste möjliga fogintegriteten och möjliggör röntgenundersökning av svetsen för kvalitetskontroll. Svetshalsflänsar är standardspecifikationen för kritiska servicelinjer inom olja och gas, kraftproduktion och kemisk bearbetning. Deras högre kostnad och längre installationstid jämfört med andra typer motiveras av den överlägsna mekaniska prestanda och långsiktiga tillförlitlighet de levererar under krävande serviceförhållanden.
Slip-On fläns
Slip-on-flänsen glider över utsidan av röret och fästs med två kälsvetsar — en vid navets yta och en på baksidan av flänshålet. Dess hål är något större än rörets ytterdiameter, vilket gör att röret kan föras in före svetsning, vilket förenklar inriktningen under installationen. Slip-on flänsar är billigare och enklare att montera än svetshalsflänsar, vilket gör dem populära i rörledningar, lågtryckssystem och icke-kritiska servicelinjer. Deras strukturella hållfasthet är dock lägre än svetshalsflänsar - typiskt sett till cirka två tredjedelar av svetshalsekvivalenten under samma tryckklass - eftersom kälsvetsarna inte ger full rörväggspenetration. De är i allmänhet begränsade till ASME Class 150 och 300-tjänster i icke-kritiska applikationer.
Sockelsvetsfläns
Muffsvetsflänsar används uteslutande på rör med små hål, vanligtvis 2 tum (50 mm) nominellt hål och lägre. Röret förs in i en hylsa som bearbetats i flänshålet och en kälsvets appliceras vid navet. Ett litet mellanrum på cirka 1,6 mm lämnas avsiktligt mellan röränden och hylsan innan svetsning för att möjliggöra termisk expansion och förhindra svetssprickor. Muffsvetsflänsar ger ett renare inre hål än slip-on flänsar för små rörstorlekar, vilket minskar turbulens och erosion vid höghastighetsdrift. De används i högtryckshydraulikledningar, instrumentanslutningar och kemiska insprutningsrör där små hål integritet är kritisk. De är inte lämpliga för flytgödsel eller frätande vätskor där springan vid hylsan-till-rör-gapet kan fånga material.
Gängad fläns
Gängade flänsar ansluter till röret via en avsmalnande eller parallell inre gänga snarare än svetsning, vilket gör dem till den enda vanliga flänstypen som inte kräver någon svetsning för fastsättning. De används i lågtryckssystem, instrumentanslutningar och applikationer i icke-farliga tjänster där närvaron av brandfarliga eller explosiva gaser gör svetsoperationer opraktiska. Gängade flänsar är mekaniskt svagare än svetsade typer och är känsliga för läckage under termisk cykling eller vibration, vilket successivt lossar det gängade ingreppet. Många specifikationer förbjuder deras användning i tjänster över 300°F (150°C) eller i brandfarlig gas och vätskeservice av denna anledning. I miljöer där svetsrestriktioner gäller men högre integritet krävs, ger en gängad och tätningssvetsad konfiguration - applicering av en tätningssvets över den gängade fogen - förbättrad tillförlitlighet.
Blindfläns
En blindfläns är en solid skiva utan hål som används för att stänga av änden av ett rör, munstycke eller kärlöppning. Den är bultad mot en matchande flänsyta med en packning, vilket skapar en helt tryckklassad förslutning som kan tas bort när åtkomst till ledningen krävs. Blindflänsar används vid rörändar för framtida expansionsanslutningar, vid kärlinspektionsöppningar, vid tryckprovningspunkter och som permanenta ändförslutningar på redundanta grenanslutningar. De måste klassificeras till hela systemets tryckklass och utsätts för betydande böjpåkänningar från inre tryck som verkar på deras ostödda ytarea, vilket är anledningen till att blindflänsens väggtjocklek ökar avsevärt med större hålstorlekar och högre tryckklasser.
Höftledsfläns
Överlappsledens fläns används tillsammans med en ändbeslag - en kort sektion av röret med en bearbetad radie i ena änden som ger tätningsytan. Överlappsledens fläns glider fritt över stubbänden och är inte svetsad till röret; istället stumsvetsas stubbänden mot röret och den lösa flänsen backar upp mot stubbändens radie. Detta arrangemang tillåter flänsen att rotera fritt runt röret, vilket avsevärt förenklar inriktningen av bulthålen under installationen, särskilt i överbelastade områden eller där utrustningsanslutningar inte är exakt placerade. Överlappsfogflänsar är också ekonomiskt fördelaktiga i dyra legerade rörsystem eftersom endast stubbänden - komponenten i kontakt med vätskan - behöver tillverkas av legeringsmaterialet, medan stödflänsen kan vara standard kolstål.
Öppningsfläns
Öppningsflänsar är en specialiserad variant av svetshals- eller slip-on-flänsdesign som innehåller gängade gängningshål som är bearbetade i flänskroppen på vardera sidan av en öppningsplatta. Öppningsplattan - en precisionsborrad skiva - kläms fast mellan paret öppningsflänsar och skapar en kalibrerad tryckskillnad när vätska passerar genom det begränsade hålet. Detta differentialtryck mäts genom tapphålen och används för att beräkna volymetrisk eller massflödeshastighet. Öppningsflänsenheter är en standardteknik för flödesmätning i applikationer för olja och gas, kemisk bearbetning och vattenbehandling, och deras dimensions- och bearbetningskrav specificeras i ASME MFC-3M och ISO 5167.
Jämförelse av flänstyp efter nyckelkriterier
Följande tabell ger en praktisk jämförelse av huvudflänstyperna över de kriterier som är mest relevanta för valbeslut inom industriell rörkonstruktion.
| Typ av fläns | Bifogningsmetod | Trycklämplighet | Typiskt användningsfall |
| Svetshals | Stumsvets | Alla klasser, kritisk service | Högtrycksledningar med hög temperatur |
| Slip-On | Dubbel kälsvets | Klass 150–300, icke-kritisk | Utility och lågtrycksrör |
| Sockelsvets | Kälsvets i hylsan | Högt tryck, endast litet hål | Instrument, hydraulik, insprutningsledningar |
| Gängad | Rörgänga, ingen svets | Lågt tryck, endast ofarligt | Svetsfria zoner, allmännyttiga tjänster |
| Blind | Bultad (ingen rörinfästning) | Alla klasser | Slutförslutningar, framtida anslutningar |
| Varvled | Lös över stubbänden | Måttligt tryck | Legeringsrör, frekvent demontering |
Typer av flänsar och deras roll i fogtätning
Flänsytan är den bearbetade ytan som kommer i kontakt med packningen och skapar trycktätningen. Att välja fel yttyp för ett givet servicetillstånd eller packningsmaterial är en vanlig orsak till fogläckage. De fyra mest använda yttyperna i industrirör har var och en distinkta tätningsmekanismer och användningsområde.
Upphöjt ansikte (RF)
Den upphöjda ytan är den vanligaste typen av flänsyta i processrör och standardytan för ASME B16.5-flänsar från klass 150 till klass 2500. Sittytan är en upphöjd ring - vanligtvis 1,6 mm hög för klass 150 och 300, och 6,4 mm hög för klass 600 och högre - som koncentrerar sig på gasklämområdet på bulten. Standardytfinishen för flänsar med upphöjda ytor är en koncentrisk eller spiraltandad yta med en grovhet på 3,2 till 6,3 µm Ra, vilket ger mekanisk förregling med mjuka och semimetalliska packningar. Upphöjda flänsar är kompatibla med hela sortimentet av platta, spirallindade och ringtypspackningar som används vid allmän processservice.
Platt ansikte (FF)
Den plana flänsen har sin sittyta i jämnhöjd med flänsens kroppsyta utan något upphöjt område. Den används vid sammankoppling mot flänsförsedd utrustning - såsom gjutjärnsventiler, pumpar och icke-metallisk utrustning - där en upphöjd yta skulle orsaka ojämna böjbelastningar på den matchande komponenten och riskera att spricka den. Platta flänsar använder fullsidiga packningar som sträcker sig till bultcirkeln och bortom, fördelar bultbelastningen över hela flänsytan och förhindrar kantbelastningen som en ringpackning skulle skapa på en spröd passande fläns.
Ringtypskarv (RTJ)
Flänsar av ringtyp har ett precisionsbearbetat trapetsformat eller ovalt spår bearbetat i flänsytan i vilken en solid metallringpackning - vanligtvis mjukt järn, lågkolhaltsstål, 316 rostfritt stål eller Inconel - sitter. När bultarna dras åt deformeras ringpackningen plastiskt in i spåret, vilket skapar en metall-till-metall-tätning med extremt hög integritet. RTJ-skarvar är specificerade för högtrycks-, högtemperatur- och surgasservice där tillförlitlighetskraven överstiger vad mjuka eller halvmetalliska packningar kan ge. De är standard i brunnshuvud-, undervattens- och processrör med hög integritet och kräver precisionsbearbetning av både spåret och ringen för att uppnå sin nominella prestanda.
Tongue and Groove (T&G)
Spont- och spårflänsar är ihopkopplade par där en flänsyta har en upphöjd fjäder och den andra har ett matchande spår bearbetat i ytan. Packningen sitter helt och hållet i spåret, där den är begränsad på alla sidor, vilket förhindrar att packningen blåser ut under stöttrycksförhållanden. T&G-skarvar ger överlägsen packningsretention och används i värmeväxlarlock, ventilhuvar och högintegritetsförbindningar där packningsutblåsningsrisken måste minimeras. Eftersom de två halvorna måste matchas par, är not- och fjäderflänsar inte utbytbara med standardflänsar med upphöjda ytor av samma storlek och tryckklass.
Flänstrycksklasser och vad de betyder
Enligt ASME B16.5 – den dominerande standarden för rörflänsar i Nordamerika och internationellt refererade till – betecknas flänsar efter tryckklass: 150, 300, 600, 900, 1500 och 2500. Dessa klassnummer representerar inte en fast tryckklassificering; snarare definierar de flänsens tryck-temperaturklassificering, som minskar när temperaturen ökar på grund av minskningen av materialets sträckgräns vid förhöjda temperaturer.
Till exempel är en klass 300-fläns i ASTM A105 kolstål klassad till cirka 51,1 bar (740 psi) vid omgivningstemperatur, men endast 14,4 bar (210 psi) vid 450 °C (850 °F). Rätt tryckklass för en given tjänst måste därför väljas baserat på både det maximala drifttrycket och den maximala driftstemperaturen, med hjälp av tryck-temperaturklassningstabellerna i ASME B16.5 eller motsvarande EN 1092-1-tabeller för europeiska standardflänsar. Underdimensionering av tryckklassen för den faktiska driftstemperaturen är ett av de mest följdfel i flänsspecifikationen.
Vanliga flänsmaterial och deras tillämpningar
Valet av flänsmaterial måste vara kompatibelt med både processvätskan och den yttre miljön och måste bibehålla adekvata mekaniska egenskaper över hela driftstemperaturområdet.
- ASTM A105 (kolstål): Standardmaterialet för flänsar av kolstål i allmän processdrift upp till cirka 425°C. Används i olja och gas, vatten, ånga och icke-frätande kemiska tjänster. Låg kostnad och allmänt tillgänglig i alla tryckklasser och typer.
- ASTM A182 F316/F316L (rostfritt stål): Används för frätande kemisk service, livsmedels- och läkemedelstillämpningar och marina miljöer. Klass 316 ger god allmän korrosionsbeständighet; 316L (lågt kol) specificeras där sensibilisering från svetsvärme måste förhindras.
- ASTM A182 F11 / F22 (legerat stål): Krom-molybdenlegerade stål som används i högtemperaturdrift över 425°C i ånggenerering, reformer och eldade värmerör där kolstål förlorar mekanisk styrka.
- ASTM A350 LF2 (lågtemperaturkolstål): Slagtestat kolstål för kryogen och lågtemperaturservice ner till -46°C, används i LNG-anläggningar, kylsystem och utomhusrör med kallt klimat.
- Duplex och Super Duplex Rostfritt stål (F51, F53): Används i mycket korrosiva miljöer inklusive havsvattenservice, undervattensrör och kloridrika kemikalieströmmar där standard austenitiska rostfria stål skulle drabbas av spänningskorrosionssprickor eller gropkorrosion.
Hur man väljer rätt fläns för ditt rörsystem
Korrekt val av fläns kräver en systematisk utvärdering av flera parametrar i kombination snarare än att optimera för något enskilt kriterium som kostnad eller tillgänglighet.
- Definiera servicevillkoren exakt: Fastställ maximalt driftstryck, maximal drifttemperatur, vätskesammansättning inklusive eventuella korrosiva beståndsdelar och tjänstens cykliska eller dynamiska belastningskaraktär innan du väljer någon flänskomponent.
- Välj flänstyp baserat på strukturella krav: Använd svetshalsflänsar för alla högtrycks-, högtemperatur-, cykliska eller farliga servicelinjer. Använd slip-on flänsar endast i allmännyttiga eller lågkritiska tjänster där kostnadsreduktion är motiverad och den lägre strukturella integriteten är acceptabel inom tillämplig kod.
- Bestäm tryckklass från P-T-klassningstabeller: Slå upp tryck-temperaturklassificeringen för det valda materialet i ASME B16.5 eller EN 1092-1 vid den faktiska driftstemperaturen, inte omgivningstemperaturen. Tillämpa lämplig säkerhetsfaktor som krävs enligt tillämplig designkod.
- Matcha ansiktstyp till val av packning och passningsutrustning: Använd upphöjd yta med spirallindade eller ringpackningar för allmän processservice. Använd plan yta när du passar ihop med gjutjärn eller icke-metallisk flänsutrustning. Använd RTJ för högtrycks- eller sur service där metall-mot-metall-tätning krävs.
- Verifiera materialkompatibilitet: Bekräfta att flänsmaterialet är kompatibelt med både processvätskan - med tanke på korrosion, erosion och spänningskorrosionssprickor - och den yttre miljön, inklusive isolering under beklädnad korrosionsrisk och katodiskt skyddskompatibilitet för nedgrävd eller nedsänkt service.
Slutsats
Flänsar för rörsystem omfattar ett mycket bredare spektrum av tekniska beslut än vad deras till synes okomplicerade roll som rörkopplingar kan antyda. Valet mellan en svetshals, slip-on, hylssvets, gängad, blind, överlappsfog eller öppningsfläns bestämmer fogens strukturella integritet, enkel installation och underhåll, och anslutningens lämplighet för den specifika servicemiljön. I kombination med rätt yttyp för packning och passande utrustning, lämplig tryckklass för driftstemperaturen och en materialspecifikation anpassad till processvätskan och miljöförhållanden, säkerställer rätt flänsval ett rörsystem som fungerar säkert och tillförlitligt under hela sin designlivslängd utan onödig underhållsbörda eller felrisk.
Senaste nyheterna
Nyheter Och bloggar
Håll dig informerad om våra senaste evenemang


