Materialval för stumsvetsbeslag Att välja rätt material är det första steget i valet...
Lär dig mer om olika typer av buttweld rörkopplingar

Stumsvetsrördelar representerar ryggraden i moderna rörsystem över branscher som sträcker sig från olja och gas till läkemedelstillverkning. Dessa precisionskonstruerade komponenter möjliggör riktningsändringar, förgreningsanslutningar, storleksövergångar och linjeavslutningar samtidigt som den strukturella integriteten och tryckinnehållande förmågan hos svetsade rörnät bibehålls. Till skillnad från gängade eller flänsförsedda anslutningar skapar stumsvetskopplingar permanenta, läckagetäta fogar genom smältsvetsning, vilket ger överlägsen styrka, minimalt tryckfall och ökad tillförlitlighet under krävande serviceförhållanden. Att förstå de olika typerna av stumsvetskopplingar, deras specifika tillämpningar, dimensionsstandarder och urvalskriterier är avgörande för ingenjörer, designers och tillverkare som arbetar med att skapa säkra, effektiva rörsystem.
Stumsvetsarmbågar för riktningsändringar
Armbågar utgör de vanligaste stumsvetskopplingarna, vilket gör att rörsystem kan ändra riktning samtidigt som flödeskontinuitet och strukturell styrka bibehålls. Dessa beslag finns i olika vinklar, radier och konfigurationer för att tillgodose olika routingkrav och prestandaspecifikationer. Standard 90-graders armbåge ändrar flödesriktning med en rät vinkel och representerar arbetshästen för förändringar i rörriktningen. Dessa armbågar finns i två primära radiekonfigurationer: lång radie (LR) och kort radie (SR). Armbågar med lång radie har en mittlinjeradie lika med 1,5 gånger den nominella rördiametern, vilket ger mjukare flödesriktningsändringar som minimerar tryckfall och erosion – vilket gör dem till det föredragna valet för de flesta applikationer.
Krökar med kort radie, med centrumlinjeradie lika med den nominella rördiametern, skapar mer kompakta riktningsändringar som är användbara där utrymmesbegränsningar förhindrar kopplingar med lång radie. Den snävare böjningen skapar dock högre tryckfall och ökad turbulens, vilket potentiellt kan orsaka erosion i höghastighets- eller nötningstjänster. 45-graders armbågen ger en mjukare riktningsändring än 90-graders kopplingar, som ofta används i par för att skapa 90-graders varv med lägre tryckfall än enstaka 90-graders armbågar. Andra specialiserade vinklar inklusive 22,5 grader och anpassade vinklar kan tillverkas för specifika applikationer, även om standardiserade 45- och 90-graderskopplingar ger bättre tillgänglighet och lägre kostnader.
Tillverkningsmetoder för armbågar
Stumsvetsbågar tillverkas genom flera processer som var och en påverkar beslagets egenskaper och lämplighet för olika applikationer. Sömlösa armbågar, bildade av varm eller kall böjning av sömlösa rör, erbjuder enhetlig väggtjocklek och ingen längsgående söm, vilket gör dem idealiska för högtrycks- och kritiska tjänster. Svetsade armbågar, tillverkade av platta eller svetsade rör, innehåller en längsgående svetssöm som måste beaktas i design och orientering under installationen. Dornböjda armbågar, skapade genom att böja rakt rör över formningsdorn, ger utmärkt dimensionell konsistens men kan uppvisa väggförtunning på extrados (yttre radie) och förtjockning på intrados (inre radie) som måste beaktas vid spänningsberäkningar.

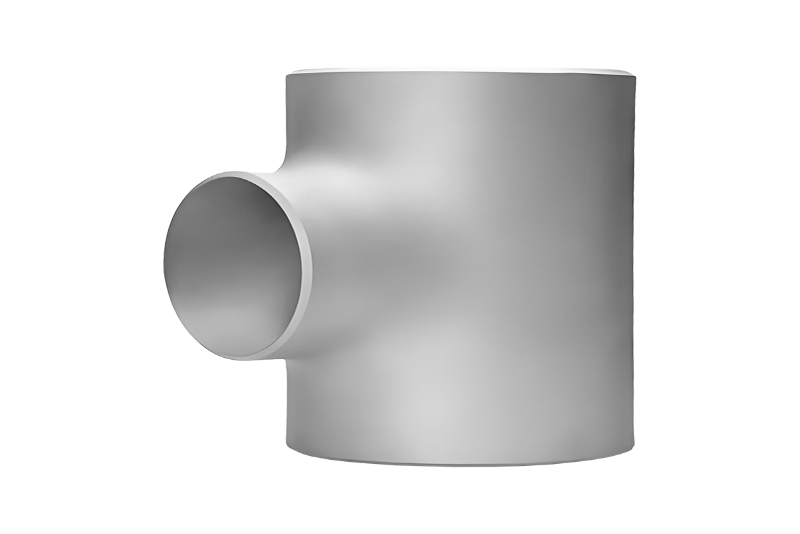
T-stycken och korskopplingar för grenanslutningar
T-kopplingar möjliggör förgreningsanslutningar i rörsystem, vilket skapar trevägsövergångar där flödet kan delas eller kombineras. Den raka tee, även kallad lika tee, har identiska diametrar på alla tre öppningar, vilket gör att lika stora rör kan skära varandra i räta vinklar. Denna konfiguration passar applikationer där flödet delar sig lika eller där gren- och ledningar har liknande flödeshastigheter. Reducerande T-stycken har ett grenutlopp med mindre diameter samtidigt som man bibehåller anslutningar med lika diameter, vilket tar emot grenledningar med lägre flödeskrav utan att behöva separata reducerkopplingar. Det reducerade utloppet kan vara koncentriskt (centrerat) eller excentriskt (offset), med excentriska konfigurationer som förhindrar vätskeansamling i horisontella grenledningar.
Korskopplingar, även om de är mindre vanliga än tees, ger fyrvägskorsningar där två vinkelräta rör korsar varandra. Dessa beslag upplever komplexa spänningsmönster under tryck och termiska belastningar, vilket gör dem dyrare och generellt mindre föredragna än att använda flera T-kopplingar. Korsningar ger dock utrymmeseffektiva lösningar för specifika geometrier och är ibland nödvändiga i kompakta installationer. Både T-stycken och korsningar finns tillgängliga i olika scheman och tryckklasser för att matcha anslutningsrörspecifikationer, vilket säkerställer konsekvent väggtjocklek och tryckinnehållande förmåga i hela rörsystemet.
| Monteringstyp | Konfiguration | Primär tillämpning | Nyckelfördel |
| Rak T-shirt | Utlopp med lika diameter | Lika flödesfördelning | Enhetlig tryckklassificering |
| Reducing Tee | Reducerat grenuttag | Grenledningsanslutningar | Enkel passande lösning |
| T-shirt i sidled | 45-graders gren | Mjukare flödesövergång | Lägre tryckfall |
| Cross | Fyrvägsknut | Vinkelräta korsningar | Utrymmeseffektivitet |
Reducerare för rörstorleksövergångar
Reducerare underlättar övergångar mellan olika rördiametrar, vilket möjliggör optimering av flödeshastigheter och rörkostnader i hela systemet. Koncentriska reducerare upprätthåller en gemensam mittlinje mellan de större och mindre rörstorlekarna, vilket skapar en symmetrisk konform. Den här konfigurationen fungerar bra för vertikala rörledningar eller gastjänster där det är viktigt att upprätthålla centrumlinjeinriktning och vätskeansamling inte är ett problem. Den gradvisa diameterändringen i koncentriska reducerare minimerar turbulens och tryckfall, vilket gör dem lämpliga för de flesta storleksövergångsapplikationer där geometrin tillåter.
Excenterreducerare har förskjutna mittlinjer där ena sidan av kopplingen förblir platt eller parallell, vilket förhindrar vätskeansamling vid höga punkter eller ångfickor vid låga punkter i horisontella rörledningar. Att installera excentriska reducerare med den plana sidan ovanpå i horisontella vätskeledningar förhindrar bildning av gasfickor som kan orsaka flödesavbrott eller kavitation. Omvänt förhindrar installation med platt sida nedåt i horisontella gasledningar vätskeansamling som kan skapa slugflöde eller korrosionsproblem. Den excentriska konfigurationen underlättar också dränering under underhåll genom att eliminera låga punkter där vätskor kan fångas.
Reducer Design överväganden
Reduktionen av diametervinkeln i reducerarna påverkar tryckfallet och flödesegenskaperna. Standardreducerare har typiskt vinklar mellan 15 och 30 grader, vilket balanserar kompakt passningslängd mot acceptabla tryckförluster. Brantare vinklar skapar kortare kopplingar men ökar turbulens och tryckfall, medan mer gradvisa vinklar kräver längre kopplingar men ger mjukare flödesövergångar. För kritiska applikationer som involverar höga hastigheter eller erosiva tjänster, kan anpassade reducerare med gradvis avsmalning specificeras för att minimera flödesstörningar. Väggtjockleken på reducerarna matchar typiskt den tjockare av de två anslutande rören för att säkerställa tillräcklig styrka i hela övergångszonen.
Kepsar för linjeavslutning och stängning
Stumsvetslock ger permanent förslutning för rörändar, skapar trycktäta avslutningar för återvändsgränder, tillfälliga avslutningar under etappvis konstruktion eller permanenta utrustningsanslutningar. Dessa kupolformade kopplingar fördelar tryckbelastningar effektivt genom sin krökta geometri, och uppnår samma tryckklassificering som anslutningsröret samtidigt som de använder relativt tunt material. Den halvsfäriska eller elliptiska formen på locken ger överlägsna styrka-till-vikt-förhållanden jämfört med platta förslutningar, vilket gör dem till det föredragna valet för tryckhaltiga avslutningar.
Kepsar finns tillgängliga i olika huvudformer inklusive halvsfäriska, elliptiska (2:1) och torisfäriska, var och en erbjuder olika djup-till-diameter-förhållanden och tryckinnehållande effektivitet. Halvsfäriska lock ger den starkaste geometrin men kräver den djupaste profilen, medan elliptiska och torisfäriska lock erbjuder mer kompakta lösningar med något reducerat tryck. För applikationer som kräver frekvent åtkomst eller potentiell framtida förlängning kan flänsförslutningar med blindflänsar vara mer praktiska än permanenta stumsvetsar, men till högre initial kostnad och ökad läckagepotential.
Tappändar och höftledsbeslag
Stubändar, även kallade överlappsfogar, är specialiserade stumsvetsbeslag utformade för att fungera med överlappsfogflänsar för att skapa semi-permanenta flänsförbindningar. Stumpänden svetsas fast vid röret samtidigt som den ger en avrundad utskjutning som sitter mot en lös överlappsfogfläns. Denna konfiguration erbjuder flera fördelar jämfört med traditionella svetshalsflänsar, särskilt i system som använder dyra legerade rörmaterial. Stumpänden, tillverkad av samma korrosionsbeständiga legering som röret, ger all vätad ytkontakt, medan den icke-kontaktande överlappsfogflänsen kan tillverkas av billigt kolstål, vilket avsevärt minskar materialkostnaderna.
Tappändarna underlättar inriktningen under installationen eftersom överlappsledens fläns kan rotera fritt på tappänden, vilket förenklar inriktningen av bulthålet med matchande flänsar. Denna funktion visar sig vara särskilt värdefull när man installerar långa rördragningar eller gör anslutningar till fast utrustning där exakt rotationsinriktning är svår. Stumsvetsfogen mellan stubbände och rör kan röntgenundersökas lättare än kälsvetsar som används med slip-on eller socket svetsflänsar, vilket ger högre kvalitetssäkring för kritiska tjänster. Dock kostar den tvådelade stubbänden och överlappsfogflänsen mer än motsvarande svetshalsflänsar när båda komponenterna använder samma material, vilket begränsar tillämpningarna till situationer där materialkostnadsbesparingar eller inriktningsfördelar motiverar de ökade monteringskostnaderna.
Dimensionella standarder och specifikationer
Stumsvetskopplingar tillverkas enligt olika dimensionsstandarder som säkerställer kompatibilitet med standard rörstorlekar och scheman för väggtjocklek. ASME B16.9 täcker fabrikstillverkade stumsvetsningsbeslag av smidesstål, fastställande av dimensioner, toleranser och tryck-temperaturklasser för storlekarna NPS 1/2 till NPS 48. Denna standard definierar monteringsdimensioner inklusive mitt-till-ände-avstånd för armbågar, centrum-till-centrum och ände-till-ände och längd-till-ände-mått och tvärsnitt och mått och mått för yta och ytor kepsar. MSS SP-75 tillhandahåller specifikationer för högtestade smidesstumsvetskopplingar, som täcker samma kopplingstyper med förbättrade mekaniska egenskaper för svåra serviceförhållanden.
Dessa standarder specificerar scheman för väggtjocklek som matchar standardrörscheman (schema 10 till XXH), vilket säkerställer att kopplingar bibehåller konsekventa tryckklasser med anslutande rör. Standarderna definierar också toleransintervall för kritiska dimensioner, ovalitetsgränser och krav på rakhet som säkerställer korrekt montering under svetsning och systemmontering. För storlekar, material eller konfigurationer som inte täcks av standardspecifikationer, kan specialbeslag tillverkas enligt projektspecifika krav, dock till högre kostnad och längre ledtider än standardartiklar i katalogen.
Materialspecifikationer
Stumsvetskopplingar finns tillgängliga i hela sortimentet av rörmaterial inklusive kolstål, rostfritt stål, legerat stål, nickellegeringar, titan och andra specialiserade material. Vanliga materialspecifikationer inkluderar ASTM A234 för beslag av kol och legerat stål, ASTM A403 för beslag av austenitiska rostfria stålbeslag och olika andra ASTM-standarder för specifika materialfamiljer. Materialvalet beror på driftsförhållanden inklusive temperatur, tryck, korrosiv miljö och kompatibilitet med processvätskor. Beslag bör matcha eller överträffa specifikationen för anslutningsrör för att säkerställa konsekvent korrosionsbeständighet och mekaniska egenskaper i hela rörsystemet.
Stumsvetsbeslag för specialändamål
Utöver de vanliga armbågarna, T-styckena, reducerarna och kapslarna, möter specialiserade stumsvetsbeslag unika rörkrav. Laterals, även kallade laterala tees eller wye-beslag, har grenanslutningar i 45-graders vinklar snarare än de vinkelräta grenarna på standard-tees. Denna konfiguration ger mjukare flödesövergångar för grenstarter, vilket minskar tryckfall och erosion jämfört med 90-graders T-stycken. Lateraler är särskilt värdefulla i höghastighetstjänster eller där det är viktigt att minimera tryckförluster, även om deras specialiserade geometri gör dem dyrare än vanliga tees.
Swage nipplar, även kallade reducerande swages eller ojämna nipplar, kombinerar funktionen hos en reducerare med en kort rörlängd i en enda koppling. Dessa komponenter övergår mellan rörstorlekar över ett mycket kort avstånd, användbart där utrymmesbegränsningar förhindrar installation av standardreducerare. Sadlar eller konturerade utloppskopplingar ger förstärkta grenanslutningar för tillverkade utloppsapplikationer, svetsning på löpröret för att skapa grenöppningar utan separata T-kopplingar. Dessa tillverkade anslutningar erbjuder flexibilitet i grenpositionering och vinklar men kräver specialiserade svetsprocedurer och inspektion för att säkerställa tillräcklig styrka och tät konstruktion.
Slutförberedelse och avfasningskrav
Korrekt ändförberedelse är avgörande för att uppnå goda stumsvetsar vid installation av dessa beslag. Standard stumsvetsbeslag levereras med fasade ändar förberedda för svetsning enligt ASME B16.25 specifikationer. Standardfasvinkeln på 37,5 grader (som skapar en 75-graders inkluderad vinkel när två fasade ändar är sammanfogade) ger tillräcklig rotöppning och lämplig spårvinkel för fullständig svetspenetrering med olika svetsprocesser. Rotytan, vanligtvis 1,6 mm (1/16 tum), ger en landning för rotpassagen och hjälper till att förhindra genombränning under den första svetsningen.
Korrekt inriktning och spaltkontroll under montering säkerställer svetskvalitet och systemintegritet. Rotöppningen mellan monterade komponenter sträcker sig vanligtvis från 1,6 mm till 3,2 mm beroende på svetsprocess, rörväggtjocklek och svetsare preferenser, med konsekventa mellanrum runt omkretsen som säkerställer enhetlig värmetillförsel och penetration. Felinriktning mellan kopplingen och rörets mittlinjer bör minimeras, med de flesta koder som begränsar förskjutningen till 1,6 mm eller 1/8 av väggtjockleken, beroende på vilket som är mindre. Överdriven snedställning skapar spänningskoncentrationer och potentiella brottpunkter, särskilt vid cyklisk drift där utmattningsbelastning uppstår.
Urvalskriterier för stumsvetsbeslag
Att välja lämpliga stumsvetskopplingar kräver utvärdering av flera faktorer utöver enkel dimensionskompatibilitet. Serviceförhållanden inklusive tryck, temperatur, vätskeegenskaper och flödeshastigheter bestämmer önskad tryckklass och materialval. Frätande eller erosiva tjänster kan kräva uppgraderade material eller tjockare väggscheman för att säkerställa tillräcklig livslängd. Flödesegenskaper påverkar valet av passningsgeometri - höghastighetstjänster drar nytta av långradieknäbågar och gradvisa reducerare för att minimera tryckfall och erosion, medan kompakta installationer kan kräva böjar med kort radie trots högre tryckförluster.
- Tryck- och temperaturklassificeringar: Matcha eller överträffa maximala designförhållanden med lämpliga säkerhetsmarginaler
- Materialkompatibilitet: Säkerställ korrosionsbeständighet och mekaniska egenskaper som passar processvätskor och driftsförhållanden
- Schema och väggtjocklek: Upprätthåll konsekvent väggtjocklek i hela systemet för enhetlig tryckklassificering
- Kodöverensstämmelse: Kontrollera att kopplingar uppfyller tillämpliga rörledningskoder som ASME B31.1, B31.3 eller andra jurisdiktionsspecifika krav
- Kvalitetsdokumentation: Skaffa brukstestrapporter, materialcertifieringar och dimensionsinspektionsrapporter för kritiska tjänster
- Ekonomiska överväganden: Balansera initiala monteringskostnader mot installationsarbete, förväntad livslängd och underhållskrav
Installation bästa praxis och kvalitetskontroll
Framgångsrik installation av stumsvetskopplingar kräver att man följer beprövade metoder som säkerställer fogkvalitet och systemintegritet. Korrekt förvaring skyddar fasade ändar och invändiga ytor från skador, korrosion och föroreningar före installation. Beslag bör inspekteras visuellt före installation för att verifiera dimensionsöverensstämmelse, kontrollera om det finns ytdefekter och säkerställa korrekt materialklassmärkning. Rengöring av invändiga ytor och svetsförberedande ytor tar bort oljor, smuts, kvarnskal och andra föroreningar som kan äventyra svetskvaliteten eller införa korrosionsfrämjande ämnen i systemet.
Svetsprocedurspecifikationer (WPS) och svetsarkvalifikationer som är lämpliga för material, väggtjocklek och serviceförhållanden måste verifieras innan svetsningen påbörjas. Förvärmningskrav för kol och legerade stål måste beräknas och tillämpas för att förhindra väte-inducerad sprickbildning och säkerställa adekvat svetsduktilitet. Värmebehandling efter svetsning kan krävas för beslag med tjocka väggar, vissa material eller specifika driftsförhållanden för att lindra kvarvarande spänningar och återställa materialegenskaper som påverkas av svetsning. Icke-förstörande undersökning inklusive radiografi, ultraljudstestning eller andra metoder verifierar svetskvaliteten och upptäcker defekter som kan äventyra systemets integritet.
Att förstå de olika typerna av stumsvetsrörkopplingar, deras specifika egenskaper och korrekta val och installationsmetoder gör det möjligt för ingenjörer och tillverkare att skapa pålitliga, effektiva rörsystem. Från den allestädes närvarande armbågen som möjliggör riktningsändringar till specialiserade stubbändar som underlättar kostnadseffektiva flänsanslutningar, varje kopplingstyp har specifika funktioner inom det övergripande rörnätet. Uppmärksamhet på dimensionsstandarder, materialspecifikationer, slutförberedande krav och bästa installationsmetoder säkerställer att dessa kritiska komponenter fungerar tillförlitligt under sin avsedda livslängd, vilket bibehåller systemsäkerhet och driftseffektivitet i otaliga industriella applikationer.
Senaste nyheterna
Nyheter Och bloggar
Håll dig informerad om våra senaste evenemang


